

")
")
پلی اتیلن های دوقله ای
در سالهای اخير با معرفی مواد PE100 و PE80 دو قلهای، برخی مشكلات نسل قديم پلی الفينها رفع شده است. يكی از مشكلات اساسی پلی الفينهای نسل قبل مشكل شره كردن(Sagging) در فرايند تولید لوله بود. در فرايند توليد لوله، خنک كردن لوله از ديواره بيرونی انجام می شود، بدين معنا كه لوله تازه شكل گرفته، پس از خروج از دای اكسترودر، فقط از سطح بيرونی با جريانهای خنک كننده در تماس است و سطح داخلی آن برای مدتی مذاب باقی می ماند. هرچه ديواره لوله ضخيمتر باشد اين مدت طولانی ترخواهد بود. به اين ترتيب مواد مذاب در سطح داخلی لوله اين فرصت را خواهند داشت كه تحت نيروی گرانشی به سمت پايين شره كنند و موجب غير يكنواخت شدن ضخامت ديواره و ناصافی سطح داخلی لوله شوند. با تغيير مواد از 80MRS به MRS100 ضخامت لوله كاهش يافته و در نتيجه سطح داخلی زودتر خنک ميگردد و اين مشكل تا حدودی برطرف ميشود.
(Low Sagging orLS ).
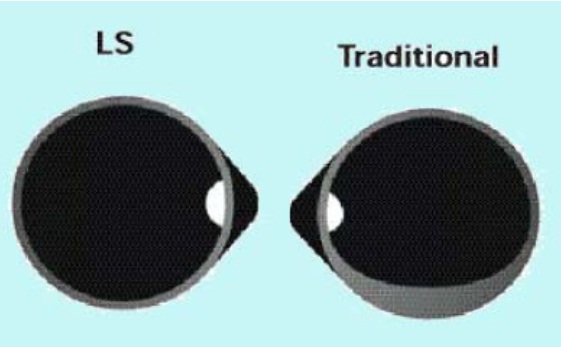
برای رفع شره مواد، آن چه كه توليد كنندگان پليالفينها ميتوانند انجام دهند، تغيير ويسكوزيته پليمر است. همانطور كه عنوان شد ويسكوزيته مذاب اغلب پليمرها، با افزايش تنش برشی، كم می شود. اگر به منحنی جريان مذاب گونههای معمولی پلی اتيلن توجه شود، ديده می شود كه با كاهش سرعت برشی، ويسكوزيته زياد می شود، اما در محدوده برشهای كم، منحنی تقريباً خطی شده و با كاهش بيشتر سرعت برشی، ويسكوزيته افزايش چشمگيری نخواهد داشت. افزودن درصدی زنجير پليمری با وزن مولكولی بسيار زياد به ماده (توزيع دوقلهای) باعث می شود تا در سرعت برشی كم نيز ويسكوزيته به روند افزايشی خود ادامه داده و در برش صفر (حالتي كه در لوله شره كردن رخ ميهد) ويسكوزيته پلی اتيلن بيشتر و در نتيجه ميزان شره کردن آن كمتر باشد.
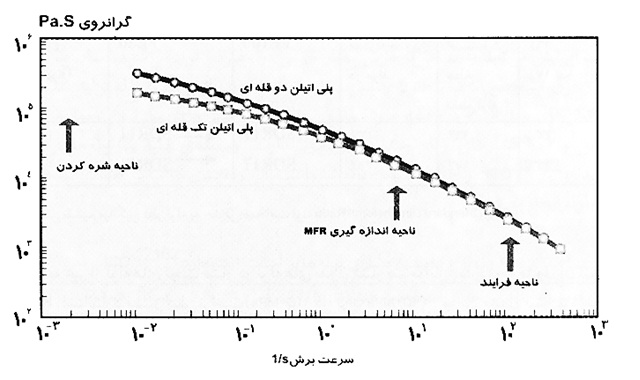
به وسيله پلی الفينهای دارای توزيع دوقلهای می توان بدون تغيير دادن شرايط فرايند، لولههايی بزرگتر با ضخامت ديواره بيشتر توليد كرد. ركوردی كه با اين مواد به دست آمده است، لوله به قطر mm 1600 و ضخامت ديواره mm 100 است.